
HZK7-40TH3B 3轴自动钻孔机控制系统
- 品牌:
- 型号: HZK7-40TH3B

一、【功能简介】
HZ7T-4OTH4B三轴自动钻孔机控制系统,采用7寸触摸屏加PLC的分体式控制方式,便于安装接线及操作,主要用于高精度钻孔机控制方面。可用于步进电机或伺服电机作驱动进行定位钻孔的场合,孔位坐标的输入方式有三种,直接手工输入坐标值,第二种用手动定位来取样坐标值,第三种如规则的方形阵列方式,可直接采用阵列方式让系统自动生成坐标值,用此控制系统不需要编程及调试,我们在控制器内部已经固化了完善的控制程序,只需要按照我们提供的原理图纸,接好外部控制电路,然后在触摸屏系统参数内设定好相关的设备实际参数,调整好伺服或步进系统的参数,就可以正常工作,为您开发设备节省很多时间及成本。本控制器参具有定位精度高、运行稳定、使用方便、维护简易等优点。
二、【技术参数】
1、工作电压:PLC工作电压为220VAC 触摸屏工作电压为:直流24V;
2、总功率:≤15W;
3、平台行程长度: 1-2000毫米可调;
4、定位精度:电气精度≤+0.01MM;
5、触摸屏开孔尺寸:192mmX139mm,
三、【控制系统各画面功能】
1、运行监控部分:此部分用于设备当前加工时状态监控,有当前XYZ三轴坐标显示,当前正加工的孔位,当前生产的产量个数。控制方面有控制主轴的起停,控制三轴的归零动作,手动/自动状态的切换,启动,停止,暂停等来控制设备的工作。
2、手动操作部分:此部分用于手动控制三轴的工作部分,平台的左右前后直接在此界面上手动操作,用于手动定位及坐标定位测试。此界面也能显示当前XYZ三轴的当前坐标,也可直接输入坐标进行定位测试,便于观察定位的正确性。也可手动移动平台,对位取当前坐标值。操作非常方便。
3、矩阵坐标部分:此部分用于自动生成规则的矩阵坐标值,有方形阵列及圆形阵列.输入相应的值后再确认即可生成。生成后可另存为配方数据。需要用时调用即可。
4、配方档案部分,此部分主要是以前保存好的数据档案,需要使用时从此档案内找到相应名称,然后调用即可。
5、工作参数部分:此部分主要是工作时三轴的手动快速度及慢速度调整,Z轴的空进速度及切削速度和退刀速度,及Z轴的进刀点,退削点,换位点坐标设置等工作参数。
6、系统参数部分:此部分主要是设备的系统参数,设备生产商使用,进入此操作界面需要输入授权密码,系统参数有设备的行程限制,三轴的速度参数及精确定位需要的设备参数。系统参数必须按设备的实际数据设置,否则工作精度会达不到或损坏设备硬件,只能由设备生产商技术人员更改。
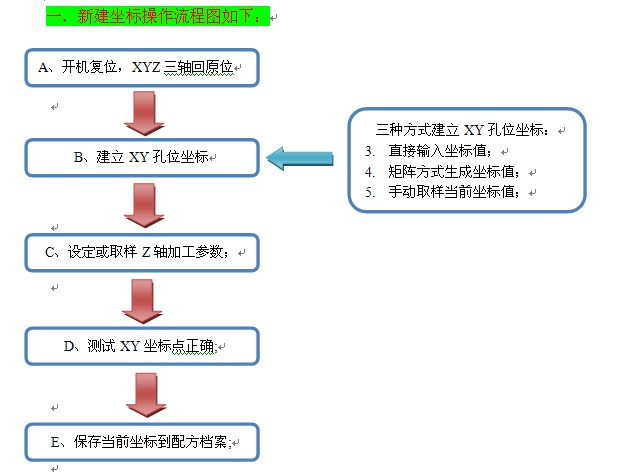
四、【系统工作方式及操作流程】
本控制系统用于三轴平台式钻孔,XY轴定位钻孔坐标点,Z轴定位加工孔的深度,包括钻孔时的切削速度,空进时的速度,退屑速度,每次加工深度,总加工深度,进刀点,退屑点,换位点等坐标都可以自由设定。操作简单,使用方便。
五、【控制器界面具体说明】(图片实拍)
开机上电后,显示控制器型号及厂家公司名称和联系方式,厂家信息可以按客户要求定制。如下图:
在此界面状态下,点“进入系统”界面,即可进入主窗口操作界面。界面如下图:

在上面的主窗口工作界面中,系统功能大至分为六部分,第一部分,运行时显示及监控的部分,用于自动生产;第二部分,用于手动调试、手动输入坐标、及手动测试各坐标的正确性;第三部分,矩阵坐标的建立,当需要输入的坐标为标准的阵列时,可用此方式自动生成坐标值;第四部分,把经常要加工的数据坐标值以档案的形式保存下来,心便往后生产时调用;第五部分,自动工作时各速度参数及加工孔位的各参数输入部分;第六部分,为设备生产厂家使用,需要授权密码才能进入,设备生产厂家依设备实际数据输入后台系统参数即可,设备操作人员不得更改系统参数。
点下“主窗口”中的“运行监控”部分,显示如下:

当前坐标:为工作中,显示XYZ三轴的坐标值;主轴速度显示,需外配DA模块方能显示变频器控制的主轴速度值;三轴归零:开机时,三轴需要先归零,确点零位坐标后系统才能进入自行加工;主轴的启动及停止用来控变频器的启动及停止;XYZ轴的停机坐标值:此值为加工完输入的所有孔位坐标后,设备会自动停止工作,停止工作时三轴所停的坐标位置;产量计数:为每加工完一批坐标后,产量自动加1,长按“产量清零”按钮2秒,产量值就能清零,“手动/自动”切换钮,用来切换设备的工作状态,也可以外接二档旋钮来操作,“启动”“停止”“暂停”三按钮仅用于自动模式下,分别按钮设备的启动,停止,及暂停设备,
手动状态下,三按钮操作无效。点左下角的“工作参数”会进入如下界面,以下有会有详细说明。
回到主窗口,点击“手动操作”按钮,进入手动操作界面,如下图:

以图中,右侧为操作XYZ三轴的手动按钮,轻点下为点动慢速,放手即停,点着不放几秒钟后自动时入快速,速度设置上门已经作了说明;当前位置 XYZ三点坐标为当前所处的位置坐标,位置改变时他会随着改变;可以通过手动来移动XY坐标,然后点“X坐标值”“Y坐标值”下面的“取当前坐标”按钮来取样;按上下箭头,可以改变孔位值;也可以直接输入孔位置,然后测试动作,测试前确保Z轴不要顶到XY平台。当所有坐标都输入后,点“坐标另存为”按钮,输入密码后,即可保存到设定的编号档案内,以便自动时调用此坐标档案值。坐标另存为操作显示如下:

先选择好要保存的位置:即组数(0-65组,最多可存65组),然后输入组数据名称,名称可输入中文,最后点“保存到当前数组”即可把当前数据保存好,需要调用时到“配方档案”内调用即可。
回到主窗口,点击“矢阵坐标”按钮,进入到矩阵坐标创建界面如下图:
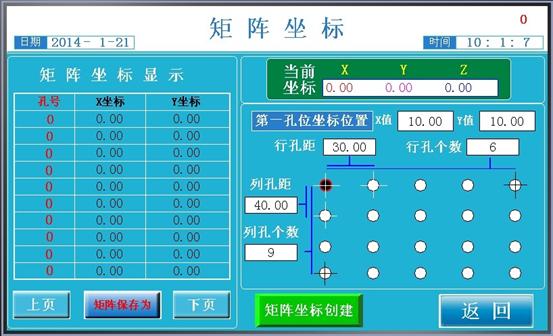
用于规则的坐标孔位创建,输入第一孔位的坐标值,孔的行距及个数,孔的列距及个数,总孔数不得超过100个的情况下,点矩阵坐标创建,即可生成设定条件的矩阵坐标值,所生成的坐标值显示在左侧,可以上页、下页的查看,如果没什么不对,点“矩阵保存为”按钮,输入密码后,选择保存的位置,即可保存为档案,供自动时调用;
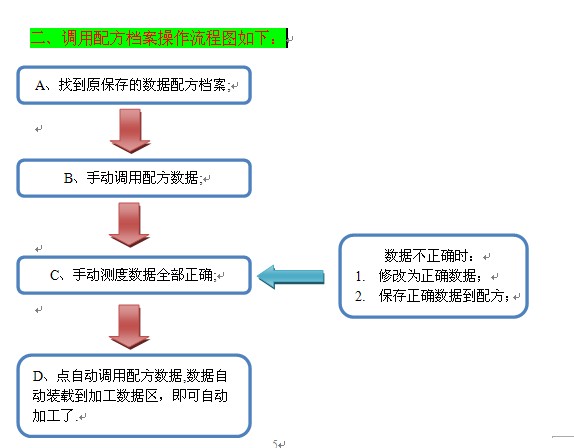
回到主窗口,点击“配方档案”按钮,进入配方档案界面如下图:

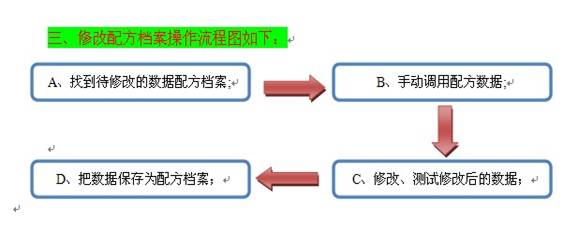
此档案内,保存着通过手动输入或取样或矩阵方式创建的孔位坐标值;此档案内的孔位坐标值,不能在档案内直接修改,但可以点“手动调用”把坐标调入手动测试区再修改,修改完后再保存到原档案位置;调用原来的孔位坐标给自动工作数据区时,直接点最后“自动调用”下面的“便用本数据”即可,当前组数的孔位坐标,被调用到自动作作区,自动工作时就按刚才调用的坐标进行加工;每组档案的坐标值,在下方都可以显示查看。
回到主窗口,点击“工作参数”按钮,进入工作参数界面:
此界面可分别设置三轴的手动及自动时的工作速度值,钻孔的详细加工参数也分别可以设置;“钻孔深度值”此值为需要钻孔的最终深度,此值的计量是从进刀点开始计算的;“单次进刀量”为每次加工的深度值,当加工深度达到进刀量时,Z轴进行退屑动作,回到退屑点后进行下次进刀;“安全余量值”大钻头一般设为0,小钻头(3MM或以下钻头)设为0.2以上即可;“Z轴换位点坐标”为当第一个孔加工完成后,Z轴需回退到一个坐标点,确保XY平台移动不会搞断钻头,这个Z轴坐标点即为Z轴换位点;此点在待加工工件上方。“Z轴退屑点”每次进刀量到达后,退刀时顺便把屑退出的坐标点,一般也在工件上方;也可打手动时点后面的按钮直接取样坐标值。“Z轴进刀点坐标”此坐标一般为待加工件上平面的坐标取值;或离上平1-5个丝的位置;“Z轴空进速度”为Z轴未加工时的前进速度,也可打手动时点后面的按钮直接取样坐标值。“Z轴切削速度”为Z轴正加工时的速度,此速一般要调慢点,根据材的软硬来调,材料越硬此值越小,以防断钻头;“Z轴退刀速度”为加工每次进刀量后,Z轴退屑时的速度,此值可以调快点;界面显示如下图。

六、【控制系统调试及出厂参数设置】
1、 按接线图接好线,“手动/自动”旋钮为二档旋钮开关,可以外接,也可以用触摸屏上的转换开关,如果外接二档旋钮开关,触点闭合时为自动状态,断开时为手动状态;“启动”和“停止”按钮外接时,均为常开按钮。也可以直接在触摸屏上操作。
2、 步进或伺服控制部分,请仔细阅读步进或伺服的使用说明书,设定或调整好步进驱动器的电流,及脉冲数,伺服的话调整为位置控制模式;依说明书确认是否需要接多大的限流电阻,确认一切接线无误;
3、 测量或计算好伺服或步进电机转一圈送料轮所送料长度值;以及伺服或步进电机一转所需要的脉冲数,两个参数准备好后可通电的情况下通电试机;
4、 通电后进入主工作界面,页面如下:

“系统参数”为设备生产厂商根据设备具体配置进行调整,机器操作人员无权进入,无权修改,设备生产厂家输入授权码后,方能进行修改;随意修改系统参数,将有可能损坏设备或造成人员伤亡,非生产厂商请勿随意改动;点击右下角“系统参数”按钮,显示如下界面:

输入授权码后,显示如下:

电机一转所走长度:XY Z根据电机、减速箱及丝杆螺距换算得出电机旋转一周360度时所移动的距离值;
电机一转所需脉冲:查询驱动电机的说明书,根据说明书设置;
轴极限行程限制:此值比最大丝标有效行程值偏小一点即可,用于软件限位;
轴归零反向长度:此值根据归零感应块长度来定,此值比感应块长度值大50%即可。
轴归零回零速度:归零动作时的起始速度,即快速度;
轴归零寸动速度:归零动作时,当感应到零位开关后,转为慢速,此值即为慢速值,值越小,精度越高,在精度达到的情况下,尽量调高;
轴自动工作速度:自动工作模式时,各轴的工作速度值;
丝杆间隙补偿值:为消除XY轴丝杆间隙值而设,具实测后输入即可。
轴加速时间设置:XYZ三轴的加速时间均一样,一般50-100MS即可;
变频器最高转速:当外配DA模块时,此值为变频器开到最快时电机的转速值;
点击“时间设置”可以设置触屏内的系统时间,此不作详细说明。
注意:1.设备在检测或维修过程中,请断电断气源,确保安全后再操作;
2.在坐标孔位中,如果其中一个孔位不需要钻,取消当前孔位,只需把当前孔位值坐标改为(0.01,0.01)系统就会自动跳到下一孔位开始钻孔,一直到遇到孔位坐标为(0,0)时,系统就停止下一坐标位置的调用,回到停机位置。
七、【控制系接线原理图纸】(此处略,见说明书)




