
HBS7-20TH2SA精密丝杆送料机控制器
- 品牌:
- 型号: HBS7-20TH2SA


(7寸彩色触摸屏+控制套件见上图)
一、【功能简介】
HBS7-20TH2SA精密丝杆送料机控制系统,主要用于片材的定长送料。本控制系统用于步进或伺服电机作为驱动,通过步进或伺服电机驱动丝杆来进行送料动作,能手动前退后退,能回原位;主要通过外部感应信号,配合切刀来裁切;如果把冲床的曲轴简化为机械手表的刻度,每当冲床运行到9点钟的位置时,上刀与下刀分开,此时感应到一个信号,控制器就送料一次。直到参数送完后会主动关闭冲床,再回到零位,等待下次的启动;例如纸张,硅胶,铁皮,皮革的裁切。冲床可用调速器调节速度,通过传感器的感应,配合冲床的行程位置自动给料;本控制器送料精度高、运行稳定、使用方便、维护简易等优点。如果有类似控制要求的,也可按要求订制程序。
二、【技术参数】
1、工作电压:触摸屏(直流24V);控制器(交流220V 50/60HZ)
2、控制器功率:≤8W;
3、丝杆最大长度: 1-9999.99毫米可调节;
4、裁切精度:电气精度≤+0.01MM;
5、触屏安装开孔尺寸:192mmX139mm, 触摸屏厚:44mm
三、【控制器参数及性能】
1、送料长度1:要送料的长度值1,参数范围1-9999.99毫米,依丝杆长度设置;后面的次数,为送料长度1送多少次后变为送料长度2长度送料;
2、送料长度2:要送料的长度值2,参数范围1-9999.99毫米,依丝杆长度设置;后面的次数,为送料长度2送多少次后又变为送料长度1长度送料;
3、数组次数:送料长度1,送料长度2,按后面设定的次数为一组,共送多少组后停机回零位;
4、定位坐标:按启动后,先送料的长度值,用于把片材送到切刀或冲床下;然后再按送料数组来送料裁切;
5、次数报警:当冲切的次数达到这个设定值时,会对外输出一个信号用于控制外部蜂鸣器或指示灯进行报警提示;
6、系统参数设定,要进入这个参数的设定需要密码才行,特为设备生产厂家而设,出厂前跟据驱动器的参数及机械部分的参数设定好相关参数,控制器就可以正常使用了。
7、系统在正常工作时,如出现故障时,会自动跳出故障信息,便于设备的维护;
四、【控制器界面具体说明】
开机上电后,显示厂家公司名称及联系方式,量大时厂家信息可以按客户要求定制。如下图:
在此界面状态下,按“进入系统”键,进入系统,如下图:

在上面的界面中,按“手动/自动”键,用于切换设备的工作状态,“启动”“停止”只在自动状态下有效,“手动前进”“手动后退”“回原点”只在手动状态下有效;“次数报警”当设定的次数到达后,控制器会输出一个控制信号,用于外部控制蜂鸣器或指示灯,进行报警提示;“冲压计数”用于对送料次料计数;如图界面中的“定位坐标”“送料长度1”“送料长度2”“次料”“数组次数”如图所显示数据,即为:在自动状态下,按“启动”按钮,送料手从原点先向前到达990.00毫米处,然后冲床起动,冲床冲切完一片后,上升时感应到传感器,此时送料器回退方式送一个送料料长度1的值即:55.毫米,再冲完上升时又感应,又送55毫米,送完2次后,再感应就送送料长度2的值,40毫米,送料长度送完5次后,表示数组送完一次,又接着送送料条度1的长度依上面说的方式再送,直到数次被送完3次后,停止冲床冲切,送料手回到原点后停机。“系统参数”为设备生产厂家而设,进入参数界面,必须输入密码,以防生产人员乱调;输入正确密码后,进入系统参数界面,如下图:

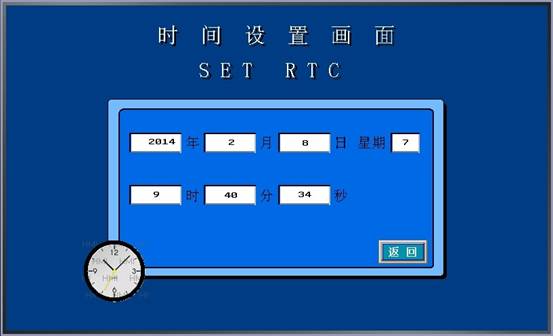
以上各参数都根据实际数据来设,按“时间设置”按钮,进入日期及时间设置画面,显示如下:
设置完成后,按返回到系统界面,在系统界面内按“状态监控”按钮,进入控制器输入输出点监控界面,显示如下:

以面观察各输入输出点的状态。
系统在工作过程中如果有故障,会自动跳出故障显示信息,如下:
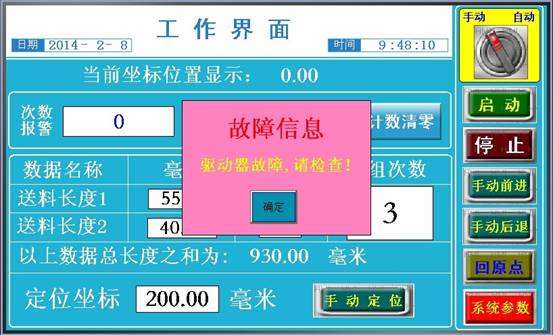
上图为丝杆驱动的伺服或步进驱动器出现故障时的故障信息;

当数组次数参数为0时,开机会显示如上信息;
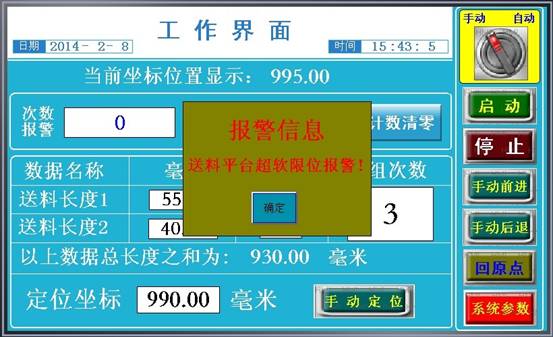
当送料平台超出系统软限位长度时,会出现上图信息提示;
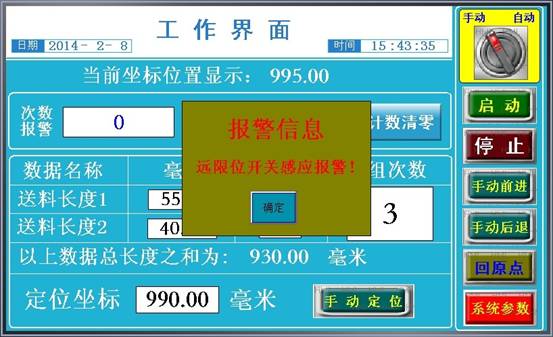
当远限位开关感应时,显示上图信息;
五、【控制器接线原理图纸】(见下页)




